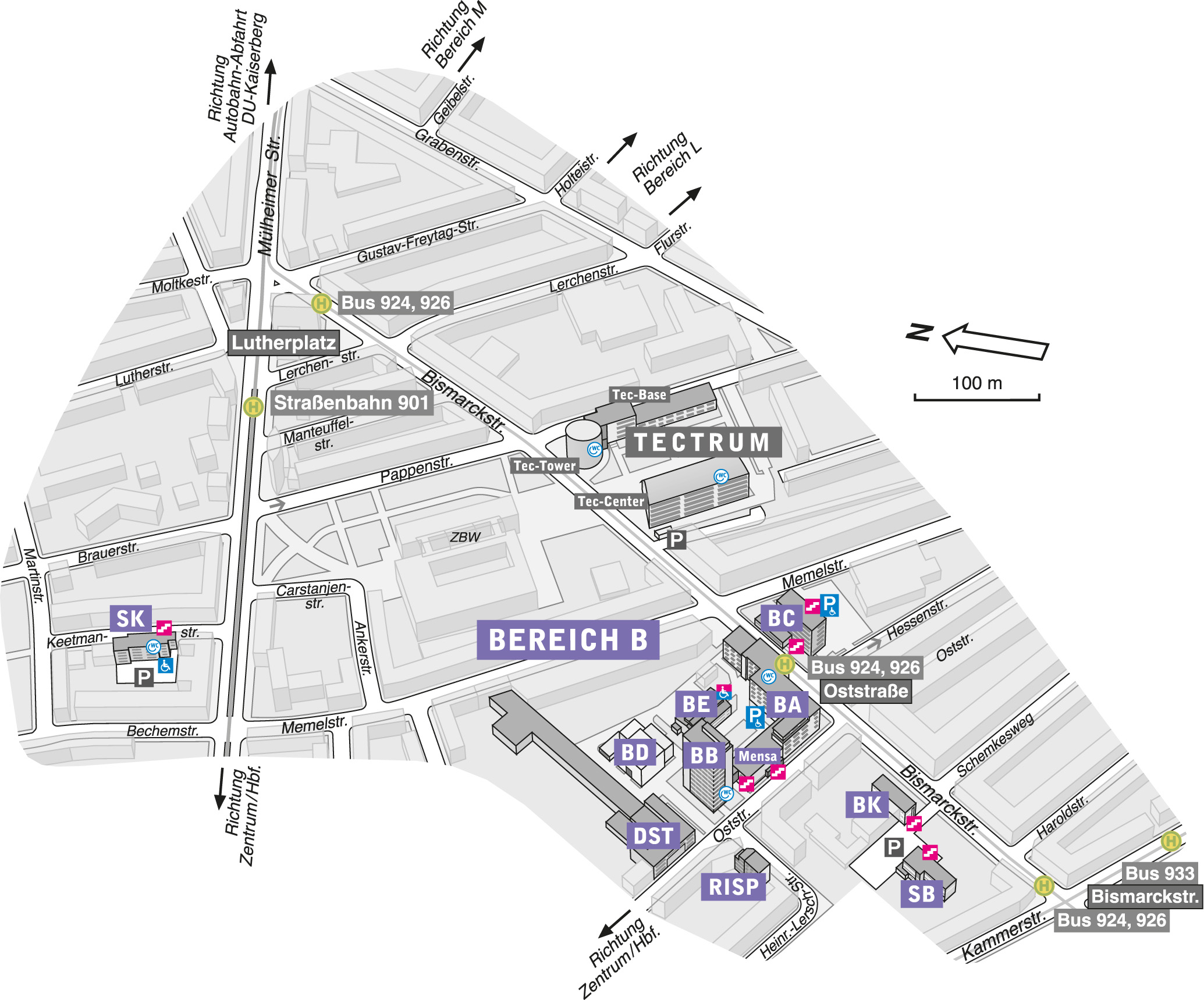
Elektronikwerkstatt Gebäude BB
Unsere Leistungen
Die Zusammenlegung der Elektronikwerkstätten ist abgeschlossen
Beide Elektronikwerkstätten wurden unter eine Führung gestellt. Der zuständige Werkstattleiter ist Herr Kietzmann. Am Standort Bismarckstraße ist weiterhin Herr Mucha ihr Ansprechpartner.
{kind=link}